Electric vehicle products must enter millions of households and occupy a very important position in the operating market and personal market. It is inevitable that they can catch up to or even surpass traditional fuel vehicles in terms of cruising range, environmental adaptability, service life, and acquisition cost. The technical development of the battery pack has brought higher challenges.
1. The development stage of China's new energy vehicles
The development stage of China's new energy vehicles, starting from 2009 and ending in 2020, can be roughly divided into four stages:
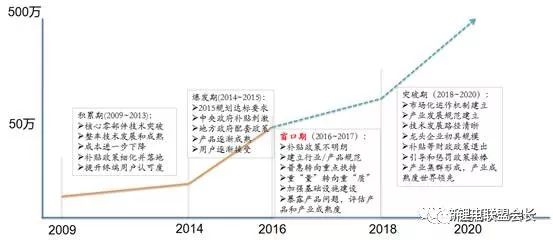
The first stage: 2009~2013. This stage is the accumulation period of technology, products, users, and markets. The characteristics of this stage are that the core technology, product form, user habits, etc. are basically all blank. In the end, we do not know what to do. However, there is no doubt that it is necessary to develop the industry of energy saving and new energy vehicles. This involves China's energy security, and it is related to whether China's auto industry can become stronger and which is also the only way for the transformation and upgrading of China's manufacturing industry.
The second phase: 2014 to 2015. After the first phase of exploration, the core technology has achieved a certain breakthrough, and the product form has presented a variety of situations. Users have also slowly accepted the new energy vehicle as a new thing. Most importantly, due to central government subsidies and local The dual stimulus of financial subsidies attracted many companies and capital to enter this industry, resulting in blowout development in 2014 and 2015.
The third stage: 2016 to 2017 (in progress). We call this phase the window period or the swing period because this stage is the stage where the policy is gradually giving way to the market. However, due to the strengthening of the supervision by the government and the amount of problems left over from the previous policy, it takes a certain amount of time, objectively. The fluctuation of industrial development has been exacerbated, and the development of the industry has seen great fluctuations during the year.
The fourth stage: 2018 to 2020 (forecast). We call this stage a breakthrough period. The government has established a long-term mechanism for the development of the new energy auto industry. Subsidy policies have gradually withdrawn. Major breakthroughs have been made in technology and products. The market-oriented operation mechanism for new energy vehicles has been initially established, thus laying the foundation for new energy in China. The global leader in the automotive industry.
2. Key technical goals for 2020
Different countries have their own considerations for the development of new energy vehicles and have chosen their own technical route. The development of China's new energy automotive industry has a very clear plan in terms of industrial goals, market goals, and technical routes, which has played a very good role in promoting the development of the entire industry. Among these, there are three more important documents, which will have a great impact on the technical route of Power Battery and Pack and deserve our attention.
On June 28, 2012, the State Council issued a notice on the issuance of the "Energy-saving and New Energy Automobile Industry Development Plan (2012-2020)". This is the most important programmatic document in the development of China's new energy automotive industry. The energy-saving and new energy automotive industry has increased the height of its national strategy and has made clear plans for markets, products and technologies.
On October 26th, 2016, commissioned by the National Strategy Committee for Manufacturing Powerful Country Construction and the Ministry of Industry and Information Technology, the China Automotive Engineering Society organized the “Energy-saving and New Energy Vehicle Technology Roadmap†that has been researched and compiled by more than 500 industry experts for one year. The technology road map of this issue describes the blueprint for the development of China's automotive industry technology over the next 15 years, and has made more detailed plans for the technical route of the new energy automotive industry.
On March 1, 2017, the Ministry of Industry and Information Technology, the National Development and Reform Commission, the Ministry of Science and Technology, and the Ministry of Finance announced the “Action Plan for Promoting the Development of Automotive Power Battery Industry†to accelerate the development of China’s automotive battery industry. Promote the healthy and sustainable development of the new energy automotive industry.
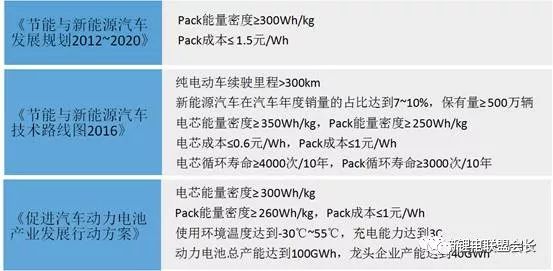
In these three documents, the 2020 technical indicators related to the battery and pack are shown above. To achieve the above requirements, there will be greater innovation in engineering technology in the coming years.
3. Technical challenges and trends
Take a pure electric passenger car as an example. The typical technical parameters for 2020 are as follows:
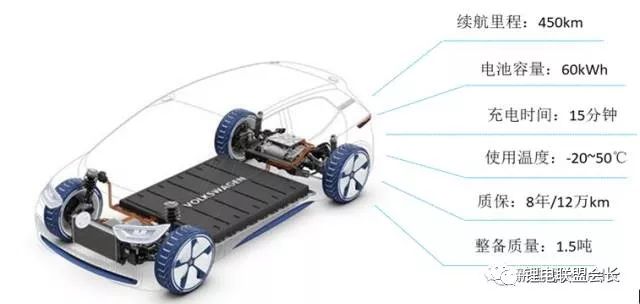
The 450km integrated operating range cruising range can fully meet the needs of the operating market, achieve the goal of charging only once a day, and can also meet the needs of individual users for long-distance driving, and is close to the full fuel mileage of traditional fuel vehicles. The wide range of vehicle operating temperatures can accommodate more than 90% of China's land area. In the fast charge state, it can be filled with 80% of electricity for 15 minutes, greatly reducing the charging time. The curb weight of the entire vehicle is less than 1.5 tons, and the energy consumption per hundred kilometers is less than 15 kWh, further improving the energy conversion efficiency of the electric vehicle.
In order to achieve the above technical indicators and fully meet the market demand for plug-in hybrid cars and pure electric vehicles, Pack technology must make significant progress in the following areas.
(I) Significant increase in system integration efficiency
According to the target of the cell energy density of 300Wh/kg and the Pack energy density of 260Wh/kg, the integration efficiency of the Pack system is 85%, and the current integration efficiency of the passenger vehicle Pack is generally around 65%, which means integration. Efficiency needs to be greatly improved before it can achieve its goals.
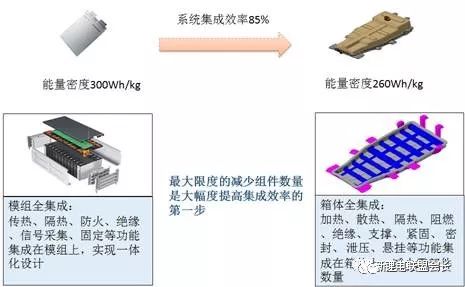
To improve Pack's integration efficiency, there are two possible ways. First, optimize the internal structure design of the Pack, greatly reduce the number of components inside the Pack, and integrate more components and functions into the module and the box, so as to reduce Weight; The other is the use of lightweight materials, such as the use of aluminum or composite materials instead of high-strength steel, the use of plastic parts instead of metal parts, etc., can also reduce weight.
(b) Wide temperature adaptability
Winter can work at minus 20°C or even minus 30°C. Summer can withstand 50°C high ground temperature without axillary nests. At the same time, it also has to bear 3 to 4C fast charge. This is a necessary condition for the wide-range promotion of electric vehicles. . To meet this requirement, the liquid heat/liquid heat system with high heat transfer coefficient and rapid heat exchange will become standard on Pack.
The design goal of the liquid-cooling/liquid-heating system is to control the operating temperature of the battery cell at 15-45°C and the temperature difference between the battery cells at 5°C under -30~50°C ambient temperature and 4C fast charging conditions. Within.
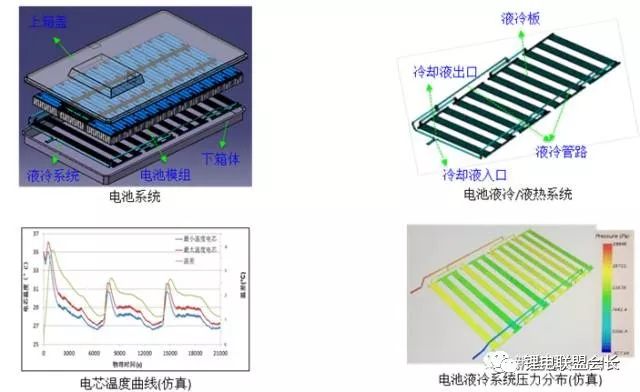
The use of simulation analysis, test verification and other means to achieve the optimal design of the liquid/liquid heat system can achieve a temperature range of -30 to 50°C, as well as large and long-life use.
The design of the liquid-cooled/liquid-heated system must be matched with the cooling circulation system of the vehicle. It must be highly integrated with the structural design of the Pack and must achieve extremely high heat exchange efficiency.
(C) 3 to 4C fast charging will become standard
Imagine that we go out with an electric car and we need to spend 1 hour charging at the charging station. If we run into charging queues, it may take 2 hours or even longer. There is no worse experience than this. . The combination of home slow charging and charging station fast charging is one of the key factors for the popularization of electric vehicles. For the commercial vehicles in the fields of leasing, public transportation, and logistics, the importance of fast charging is even greater than the mileage, because the charging time It is impossible to carry passengers or carry cargo. The longer the charging time, the lower the operational efficiency and the greater the loss.
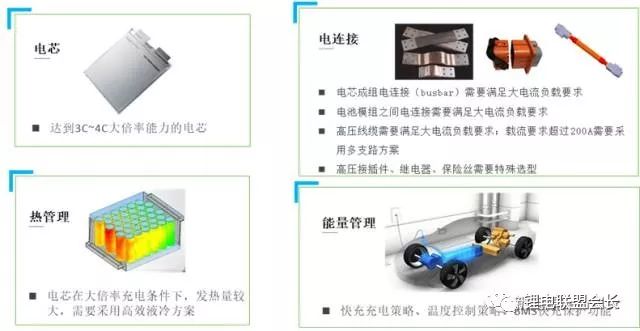
The relatively reasonable fast charge requirement is that in 15 minutes, it is filled with about 80% of the power, which requires the Pack to reach a charging capacity of more than 3C, in the design of the battery core, electrical connection design, thermal design, safety design, and energy of the BMS Management, we must make a very big technological breakthrough.
(D) Pack products with the same life span as the car
Because of the high cost of battery packs, if you cannot achieve the same lifespan as a vehicle, the maintenance cost of the vehicle will be very high, and users will obviously not be willing to pay for this extra cost.
Take the passenger car as an example. If it is purchased by an individual user, it usually needs to reach the life expectancy of 8 years/ 120,000 kilometers. If it is used for operation, the service life may reach 5 years/400,000 kilometers.

To achieve such a stringent life expectancy, in addition to requiring electronic, electrical, and mechanical components to reach a service life of more than eight years, the battery core technology, thermal management and energy management of the system, and the after-sales maintenance of Pack are also There are very high demands.
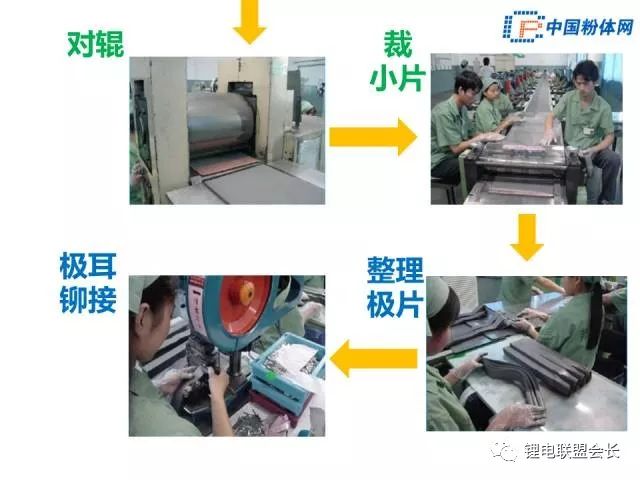
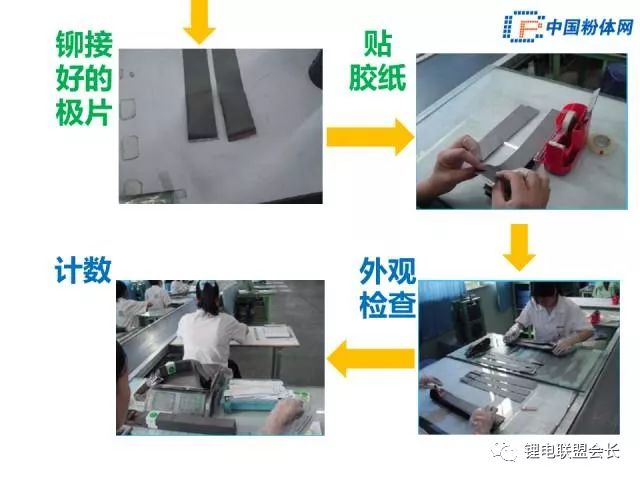
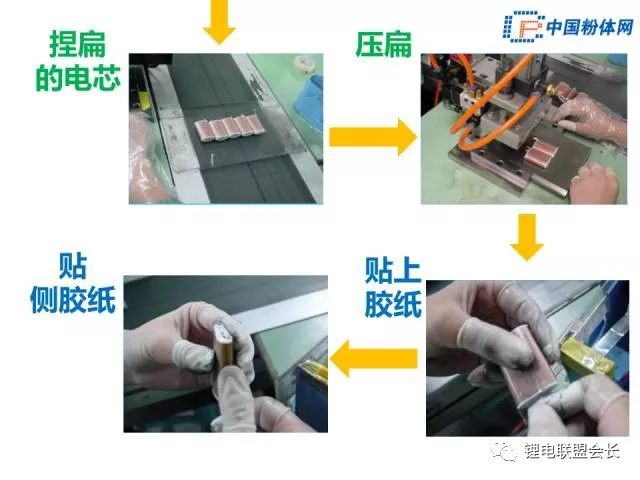
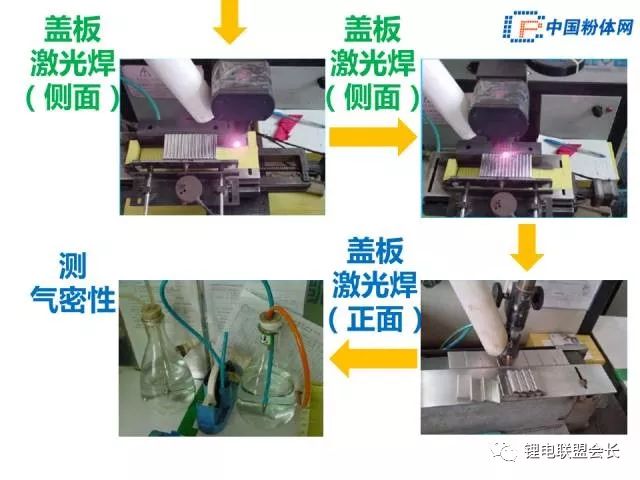
Explain Lithium battery manufacturing process
Cylindrical core module structure and process introduction
1. Introduction of cylindrical core module structure
In the design of the cylindrical electric core module, the module structure is various, and it is mainly determined according to the needs of the customer and the vehicle model, and eventually the manufacturing process of the module is also different. The module is generally composed of the main components of the battery core, upper and lower brackets, bus bars (also called connecting pieces), sampling wiring harness, and insulation board. Figure 2-2 is a typical cylindrical core module structure. Figure 2-3 shows the commonly used process flow for the module.
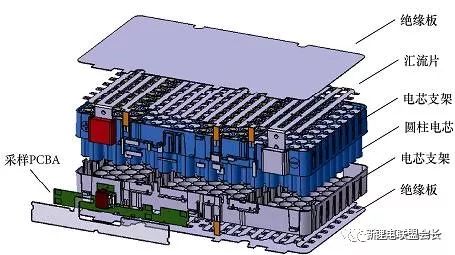
Figure 2-2 Cylindrical cell module structure
2. Introduction of Cylindrical Cell Module Assembly Process
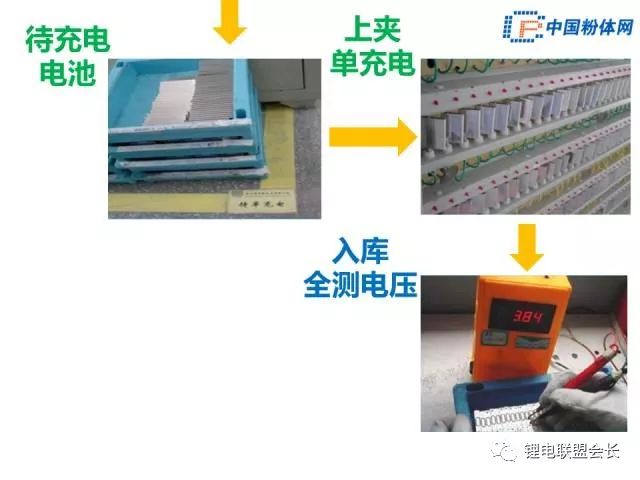
(1) Cell sorting
When the module process is designed, the consistency of the electrical performance of the module needs to be considered to ensure that the overall performance of the Pack meets or satisfies the requirements of the entire vehicle. In order to ensure the consistency of the electrical performance of the module, strict requirements are imposed on the charging of the core. The battery manufacturers generally group the voltage, internal resistance and capacity of the battery prior to the shipment of the battery. However, the final requirements of the battery manufacturer and the Pack manufacturer are different, considering the manufacturing process, cost, and batteries. Performance and other factors, Pack manufacturers will generally re-elect batteries according to their own standards. Sorting of batteries needs to consider the issue of sorting criteria. The standards are formulated properly, which will reduce the number of unused batteries remaining, increase production efficiency, and reduce production costs. In the actual production process, the appearance of the battery core needs to be inspected, such as checking whether the battery core has broken insulation film, lifted insulation film, leakage of the battery core, positive and negative electrode end surface stains and other defective products.
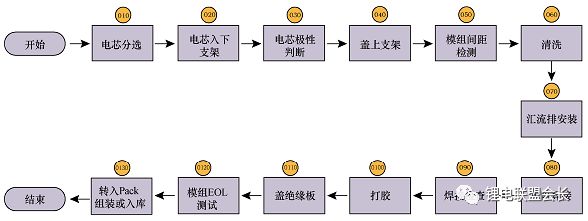
Figure 2-3 Flowchart of a Typical Cylindrical Cell Module
(2) Insert the battery into the bracket
Inserting the battery into the bracket refers to inserting the battery into the positioning hole of the lower bracket. Difficulty lies in the tolerance between the cell and the lower support hole. If the hole is too large to facilitate the insertion of the cell, the cell is not fixed well and affects the welding effect. If the hole is too small, it is difficult to insert the cell into the positioning hole of the lower bracket. Seriously, it may lead to the insertion of the battery core and affect the production efficiency. In order to facilitate the insertion of the battery core and secure the battery core, the front end of the lower bracket hole can be opened into a bell mouth (Figure 2-4). When assembling, it is necessary to prevent the polarity of the battery from being reversed. If it is manually assembled, it is necessary to perform a quick check on the polarity of the battery so as to prevent the defective product from flowing into the subsequent process.
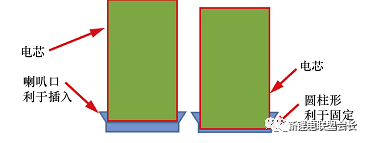
Figure 2-4 Opening bell mouth of lower bracket
(3) Battery polarity judgment
Judgment of cell polarity refers to checking whether the polarity of the cell meets the requirements of the document and is a safety check. If there is no polarity check and the polarity of the battery is reversed, the module will be short-circuited when it is loaded into the second side of the busbar, which will result in damage to the product and may result in serious personal injury. Note that before each shift, it is necessary to check that the equipment is in good working condition. Otherwise, it is necessary to stop the maintenance.
(4) Cover the bracket
Covering the bracket means that the upper bracket is attached to the battery core and the battery core is fixed in the bracket. Under normal circumstances, it is difficult to put the bracket on the bracket than the battery core. One is related to the production process of the cylindrical core. There is a roll groove process in the process. If the control is not good, the uniformity of the core size will be affected. If the cover is covered, it will not be able to be covered. The second problem is that the battery core and the lower bracket are not fixed well, resulting in a certain deflection of the battery core, resulting in the upper bracket not being covered or covered.
(5) Module spacing detection
The module distance detection refers to the detection of the distance between the end face of the battery pole and the surface of the bracket. The purpose is to check the degree of cooperation between the end face of the battery pole and the bracket. It is used to determine whether the battery core is fixed in place and is pre-adjusted to meet the welding conditions. Sentenced.
(6) Cleaning
Plasma cleaning is a kind of dry cleaning, mainly relying on the “activation†of active ions in plasma to achieve the purpose of removing stains on the surface of objects. This method can effectively remove dirt, dust, etc. on the end face of the battery pole, and prepare for resistance welding in advance so as to reduce defective welding products.
(7) Busbar installation
Busbar installation means that the busbars are installed and fixed on the module for resistance spot welding. The design needs to consider the positional accuracy of the busbars and cells, especially the positioning reference. The purpose is to place the busbars in the center of the cell's pole, which is convenient for soldering. When designing the upper and lower brackets, consider the isolation of the busbars. If the isolation design is not good, consider increasing the use of the short-circuit-proof tooling during the process design and avoid short circuits under abnormal conditions.
(8) Resistance welding
Resistance welding means that the bus bars are welded to the cell pole faces by resistance welding. At present, resistance spot welding is generally used in China. When designing a resistance spot welding process, the following four points need to be considered:
1) The material, structure and thickness of the bus bar;
2) The material, shape, diameter of the front end, and frequency of dressing of the electrode (also called solder pin);
3) Optimization of process parameters such as welding current, welding voltage, welding time, and pressure;
4) The cleanliness and flatness of the welding surface.
In the actual production, there are many factors of failure, and the technicians are required to analyze and handle them according to the actual situation.
(9) Welding inspection
During the resistance welding process, the equipment generally monitors the parameters of the welding. If any abnormality is detected, the equipment will automatically alarm. Because there are many factors that affect the quality of welding, only through parameter monitoring to determine the failure of welding, the current results are not particularly satisfactory. In the actual production control, the inspection and confirming of the welding effect are generally performed again by manually inspecting the appearance and manual picking of the bus bar.
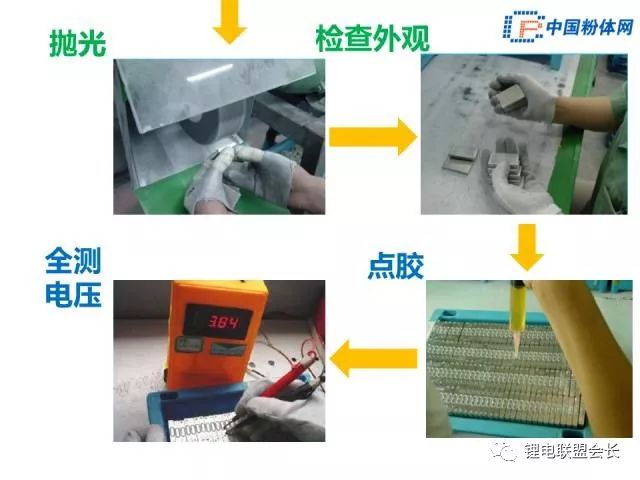
(10) glue
The application of glue in the module generally has two purposes: one is to fix the battery core, mainly emphasizes the adhesive properties of the glue, shear strength, aging resistance, life and other performance indicators; another use is to put the battery core and mold The heat of the group is transmitted through the thermal conductive adhesive, which mainly emphasizes the thermal conductivity, aging resistance, electrical insulation, and flame retardancy of the glue. Due to the different uses of glue, the properties and formulation of the glue are also different, and the methods and equipment for implementing the glue application process are different. The following three points need to be considered in the glue selection and gluing process:
1) The safety and environmental performance of glue: Try to choose glues that are non-toxic and odorless. This will not only protect the operators, but also protect the users and better protect the environment. It is also the goal of new energy development.
2) Drying time of glue: In order to increase production efficiency, it is generally desirable that the glue drying time is as short as possible. In the actual production process, if the glue surface dry time is too short, due to factors such as waiting materials and equipment abnormality, it will lead to a lot of waste of glue; it may also be due to the operator's processing is not timely, because the glue curing time is short and leads to equipment jam, serious Causes the pull line to stop. According to experience, it is more reasonable to control the dry time to 15 to 30 minutes.
3) The amount of glue: The amount of glue is mainly determined by the product and process, the purpose is to meet the requirements of the product. At present, the commonly used glueing process is a bit of glue, glue, glue and glue, and the equipment required for each process is also different. When the glue is used, it is necessary to pay attention to the control of the glue amount so as to avoid overflow of the glue and affect other processes.
(11) Cover insulation plate
The cover insulation plate is the insulation protection of the module busbar. In the process design, it should be noted that the insulating plate cannot be higher than the upper edge of the bracket, and the gap between the insulating plate and the bracket frame is preferably less than 1 mm.
(12) Module EOL Test
EOL test (end of line) is also a key part of quality control in the production process. It mainly tests the special characteristics of the module. The main test items are:
1) Insulation pressure test;
2) Internal resistance test;
3) Voltage sampling test;
4) Size detection;
5) Visual inspection.
Test items generally increase or decrease according to the requirements of customers and products, of which safety testing items are indispensable.
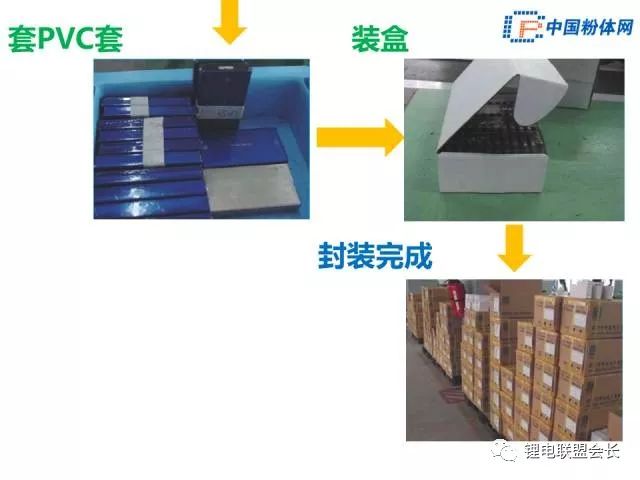
(13) Go to Pack Assembly or Storage
Modules that have passed the EOL test are transferred to the Pack assembly process or warehousing as required. During the transshipment process, the module must be insulated and the module must be prevented from falling.
Through the introduction of cylindrical core module production process, the design of process flow is different for different customers and products. The purpose is to quickly respond to the needs of customers and the market.
When designing a modular process flow, the following points need to be considered:
1) Safety: product safety and safe production;
2) Electrical properties: consistency of capacity, voltage, internal resistance, and performance;
3) Production beat: The higher the beat, the greater the production capacity;
4) Size: external dimensions and fixed size;
5) Process route: refers to the selection and determination of key processes;
6) Cost: Elements that need to be considered when designing products and processes.
Through the above analysis, it is not enough just to design the module process flow, but also need to have a complete production system to support, in order to create a product that allows customers to be satisfied.
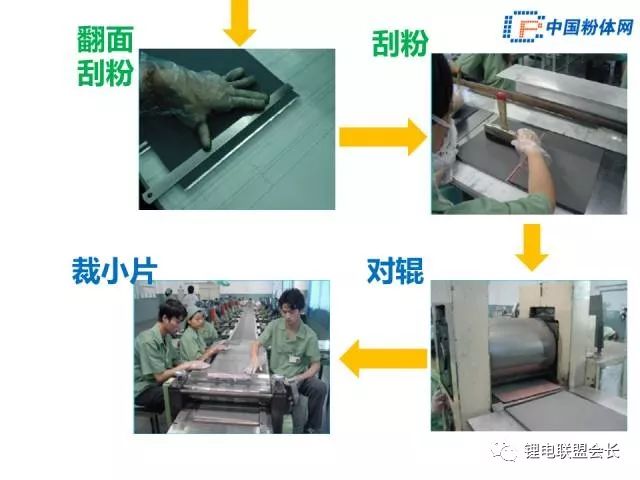
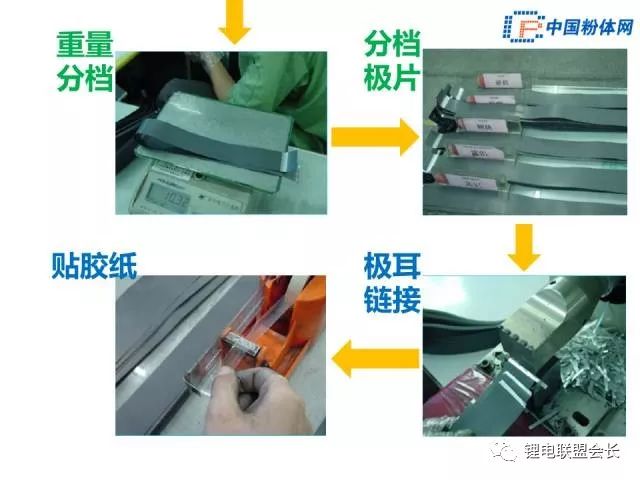
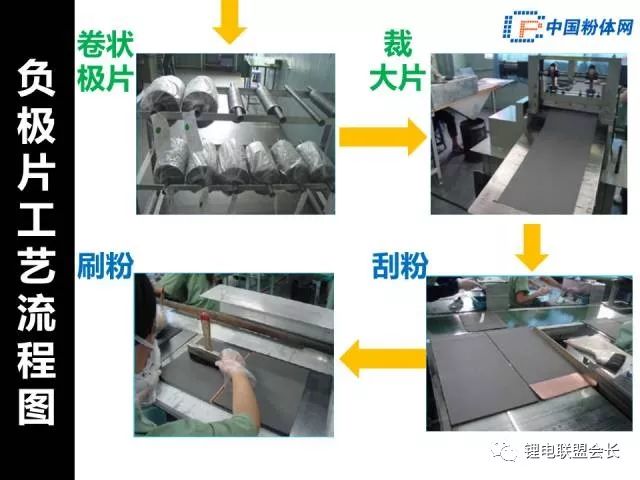
Graphic lithium battery manufacturing process













8 Inch Coaxial Speaker,Professional Coaxial Speaker,Ferrite Coaxial Speaker,Pro Audio Coaxial
Guangzhou BMY Electronic Limited company , https://www.bmy-speakers.com